信息摘要:
电镀工艺是利用电解的原理将导电体铺上一层金属的方法。电镀是指在含有预镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中预镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法!
电镀工艺是利用电解的原理将导电体铺上一层金属的方法。电镀是指在含有预镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中预镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法!
项目概况
案例类型:电镀行业应用
项目用途:电镀工艺
设备配置:电磁流量计 在线pH计
项目优势
工艺简析:
1、碱液除油
借助于碱的化学作用(皂化作用)来清除金属表面的油脂和轻微锈蚀,这种方法常用于清除钢铁、镍、铜等黑色金属以及不溶于碱液的有色金属。碱液的主要成分有氢氧化钠、磷酸三钠、硅酸钠、碳酸钠、硫酸钠等,其中起皂化和洗涤作用的是氢氧化钠。氢氧化钠的浓度多高决定了洗涤的效果,对后续工艺的影响是比较大的。所以这个过程中PH的检测非常的重要!
选型:PH控制器+四氟电极
作用:在碱液除油后,需要对工件进行认真的漂洗,碱类助洗剂常用的为氢氧化钠、纯碱、硅酸钠和三聚磷酸钠。氢氧化钠和纯碱作为碱剂,价格最为便宜,废水较难处理,有时因为碱性偏强导致清洗物体受到损伤,另一方面氢氧化钠和纯碱没有乳化作用对于矿物油清洗没有任何效果,所以需要用到在线式PH来监测助洗剂的PH值
注意:PH电极需要采用四氟电极,不能用常规的塑壳电极,否则会被腐蚀掉
优势:因为在碱洗的过程中,直接加碱进行清洗,少量或过量都会导致清洗效果不佳,所以在线式的PH能很好的调控PH值,使除油达到比较好的效果。
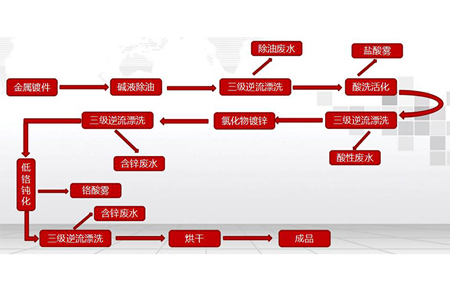
2、三级逆流漂洗(含铬、含锌废水)
所谓多级动态逆流漂洗具有三个特征:其一,清洗槽不是单槽,工件要经过一级又一级的多道清洗;其二,清洗水不是静止不动而是在串联的多个清洗槽中,从末级清洗槽供水,从首级清洗槽排水;其三,被清洗工件的走向与水流方向相反,是逆向运动的。多级动态逆流漂洗虽不能实现清洗水的零排放,但三级逆流动态漂洗已具明显的节水效果。当然这个过程会涉及到污水的排放问题!需要用到流量计。
选型:四氟衬里+钛合金电极
作用:废水的排放过程中需要检测污水的流量,此时需要用到电磁流量计
注意:废水的排放大多是自流的装态,为保证满管,电磁流量计的安装位置需要注意
优势:电镀园区的废水处理进行收费的话需要进行计量的,电磁流量计从耐腐蚀和高精度这点满足了绝大部分现场的需要。
3、盐酸酸洗活化
利用化学方法除去基体表面的锈物和氧化膜,使工件表面处于活化状态的加工方法尽管酸洗溶液采用硫酸或者盐酸均可,但在热镀锌生产中大多采用盐酸。之所以如此,是因为盐酸酸洗作业可以在室温下进行,盐酸对金属氧化物具有较强的化学溶解作用,能有效地对多种金属进行酸洗处理。在温室下,盐酸对钢铁工件铁基体的溶解酸洗比硫酸要快,酸洗用时较短,容易对酸洗过程
进行有效的控制。因此,使用盐酸来酸洗钢铁工件不易发生“过腐蚀”和“氢脆”现象。
选型:PH控制器+四氟电极
作用:因为需要利用酸溶液去除金属表面上的氧化皮和锈蚀物,所以需要利用PH控制加酸的量,避免发生过腐蚀现象。还有产生的酸雾,需要进入酸雾喷淋塔,进行中和
注意:在酸洗的时候务必加入酸洗缓蚀剂,防止酸对金属的腐蚀优势:可以精确设定所需要控制的PH的范围,来有效的控制加酸的量
选型:四氟衬里+钽电极
作用:酸洗的过程中需要对酸液的用量进行计量,后期的话可以起到一个节省成本的作用,并且可以和PH计结合使用,加强更好的达到酸洗的效果。
注意:加酸液的过程流速不会太高,所以电磁流量计需要在针对低流速这块有针对性标定。
优势:电磁流量计测量,能够实时监测流量大小,优化生产工艺

总结
电镀是指在含有预镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中预镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法!锌是一种非常活泼的金属,极其容易氧化,但是氧化锌不是像氧化铁一样的疏松粉末,而是一层致密的表层,这层氧化锌就阻止了内部的锌进一步氧化。当镀锌钢板的表层损坏,露出内部的铁质表面的时候,由于锌比铁更活泼,所以根据化学的电池原理,锌会先于铁氧化,从而保护了铁层不会损坏。



 扫码选型报价
扫码选型报价 全国服务热线
全国服务热线